
鄭暉達、李采錞、郭靜男、王雍行
工研院南分院 精微製程雷射技術組 高能雷射技術部
現今複合材料(CFRP/CFRTP : Carbon Fiber Reinforced Polymer/Plastic/Thermo Plastics)廣泛應用於汽車、航太、建築、自行車、運動器材、風力發電機之葉片等結構件上,在傳統切割與鑽孔等加工過程當中會因複合材料硬脆特性導致刀具壽命變短,也因刀具磨耗狀態變化而使加工精度確保之困難性提升。根據圖 1日本富士經濟株式會社的調查結果[1],全球複合材料的市場有望在未來進一步擴大,包括替代現有材料、增加應用、降低材料成本以及開發短時間成型加工技術等。市場需求主要集中在航空、風電、汽車、運動休閒等產業,預估未來需求會強勁增加。這樣的增加主要將會是在汽車應用,特別是在車殼和結構部件方面的應用,規模將從2016年的955億日圓成長到2030年的6,631億日圓,年增長6.9倍。另外,航空方面的應用則持續穩定成長,從2016年的5,474億日圓成長至2030年的17,920億日圓,成長約3.2倍。 如表 1所示。
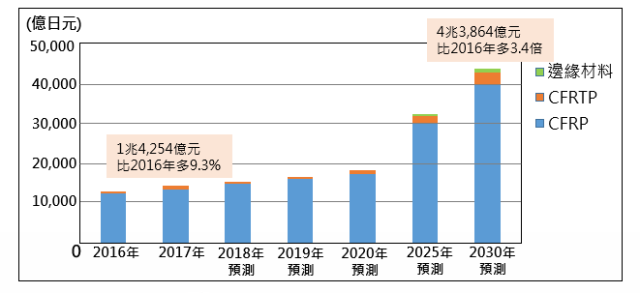
圖 1 碳纖維複合材料全球市場預測(資料來源:富士經濟株式會社(2018/02),工研院南分院整理)
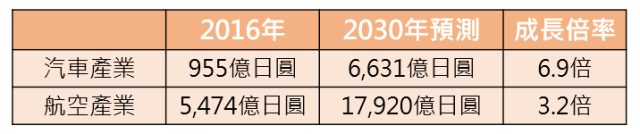
表 1複合材料應用領域增長預測(資料來源:富士經濟株式會社(2018/02),工研院南分院整理)
複合材料主要分成熱固性基材與熱塑性基材兩種,熱固性基材比較脆,刀具加工易產生粉塵,熱塑性基材較柔韌具延展性,加工時主要產生小碎屑,粉塵數量較少。另外,熱塑性材料在高速切削過程中,切削區域會發生熱量集中,基材易變軟並熔化,造成刀具沾黏,進而導致複合材料表面品質下降並造成切削刀具壽命縮短。若以水刀切割取代傳統刀具加工時,材料容易產生脫層影響強度,不適用於穿孔形式的加工,且還需處理廢液,如表 2所示。
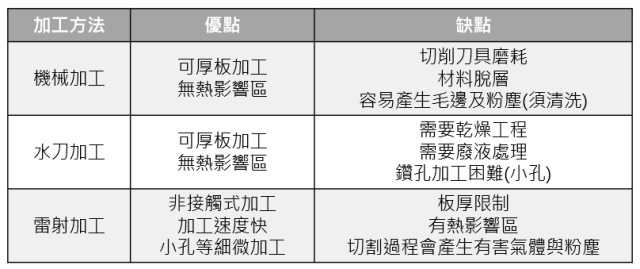
表 2複合材料加工工法比較(資料來源:工研院南分院整理)
基於複合材料本身特性而衍生出的機械加工困難點,透過非接觸式雷射加工工法,可避免接觸式鑽削加工對於材料之脫層影響與刀具沾黏,同時達到降低粉塵之功效。但複合材料涵蓋碳纖維、玻璃纖維與樹脂,熱物性差異大(表 3),且材料本身即具有纖維排列方向、編織方法、纖維種類、樹脂種類與纖維含有率等等不同因素,皆會成為雷射加工之困難點。

表 3複合材料之熱物性(資料來源: 工研院南分院整理)
雷射加工主要是要根據材料適用的吸收波長選用合適的雷射,對玻璃纖維複合材料而言,玻璃纖維對於不同波段的雷射光吸收效果差異頗大,如下圖 2所示,可以分別於波長1064 nm(NIR波段)與10640 nm(FIR波段)的波段下進行雷射加工。波長1064 nm常用於加工金屬、樹脂、陶瓷,而波長10640 nm常用於加工紙、樹脂、玻璃、陶瓷等材料。從圖 2之加工結果顯示,因波長1064 nm的雷射對玻璃等透明體吸收效果不佳,因此並未穿透,縱使加大雷射能量,依然無法切斷。10640 nm波長的雷射加工後,如圖 2所示,材料可被雷射穿透,其結果與機械銑削加工結果相比,切割品質明顯改善,同時可避免機械加工產生之粉塵問題。
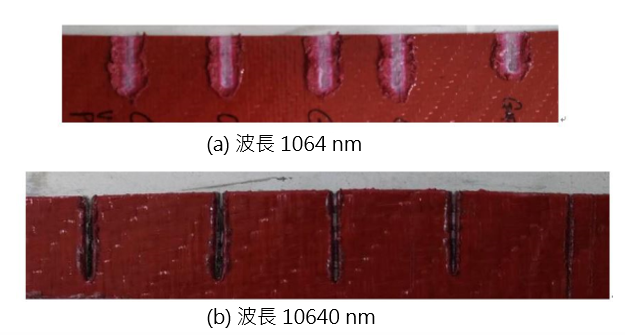
圖 2不同雷射波長(a)1064 nm、(b)10640 nm對玻璃纖維複合材料切割之影響(資料來源: 工研院南分院整理)
雷射切割製程具備加工效率高、高設計自由度與切割斷面品質佳等優勢,切割製程是利用雷射光束經由光路聚焦,產生不同功率密度之聚焦光斑,針對材料進行加工,材料吸收雷射能量溫度急遽升高,工件表面開始熔化或汽化,搭配輔助氣體進行切割。為了持續精進切割品質,市面上擁有不同波長雷射種類,如圖 3所示,必須依據被切割材料選擇材料可吸收的適當波長,才能達到切割效果,如圖 4所示。

圖 3 不同波長之雷射(資料來源:https://en.wikipedia.org/wiki/List_of_laser_types,工研院南分院整理)
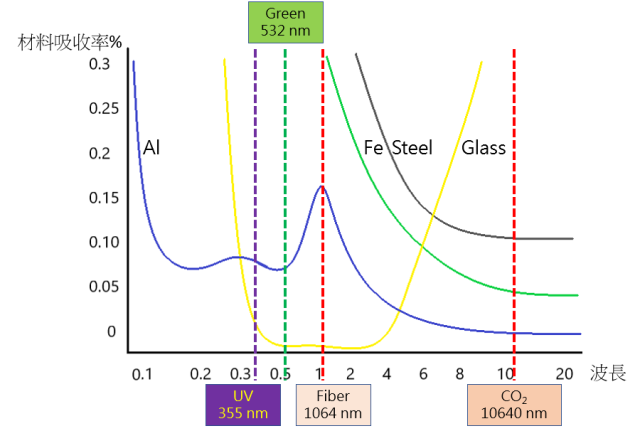
圖 4 不同材料針對不同波長雷射之吸收率
(資料來源:https://www.controllaser.com/blog/2018/11/22/how-can-i-select-the-right-laser-source-for-my-application/,工研院南分院整理)
(全文待續…)
本文刊載於 : 台灣雷射鈑金-第29期 雜誌
