
鄭暉達、李采錞、郭靜男、王雍行
工研院南分院 精微製程雷射技術組 高能雷射技術部
傳統複合材料切割製程上面臨刀具損耗及作業粉塵等問題,若藉由雷射非接觸性加工方法,因雷射的特性,雷射加工的熱能會對複合材料產生明顯的熱影響區進行加工。我們可以藉由調整雷射加工參數,如圖 5所示,改變雷射功率、切割速度、切割方向、焦點位置與氣體壓力等參數,改善複合材料之切割品質,同時降低雷射對材料所造成的熱影響區。藉由分析及量測儀器觀察材料內部測得實際熱影響區、切割面品質以及加工缺陷 等資訊,我們可以歸納出雷射切割參數對於材料熱影響區之影響,經由雷射切割測試的結果回饋至參數資料庫,透過不斷修正,可統整出一套優化的對應資料參數,未來將材料資訊輸入資料庫後,即可獲得一適當加工參數檔。
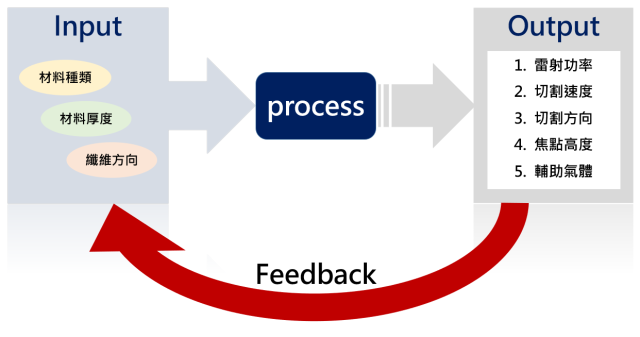
圖 5 雷射加工製程參數(資料來源: 工研院南分院整理)
針對雷射切割複合材料製程品質進行研究,需考量其疊層方向及厚度,同時於雷射切割角度上需多加思考,由於碳纖維於各方向之熱傳導速度不同,若切割方向垂直於纖維排列方向,此時會具有較大之熱影響區,歸因於熱會沿著纖維方向傳遞,相對來說,若切割方向平行於纖維排列方向,每根碳纖維之間的熱須依靠基材傳遞,因此熱影響區相對減小。 不論是熱塑性或熱固性複合材料,隨著雷射功率增加搭配切割速度加快,熱影響區域範圍越小。我們使用機器手臂搭載雷射導光臂加工玻璃纖維複合材料,透過雷射導光臂的方式進行,將CO2波段雷射源產生的光源,經由導光臂反射後,再進行雷射光路聚焦,搭配手臂的移動路徑進行加工,如圖 6所示。圖 7所示不同切割圖案成果,主要測試不同加工方式,進一步觀察材料內部測得加工熱影響區,玻璃纖維切割尺寸精度可達到≦ ±1.5 mm。
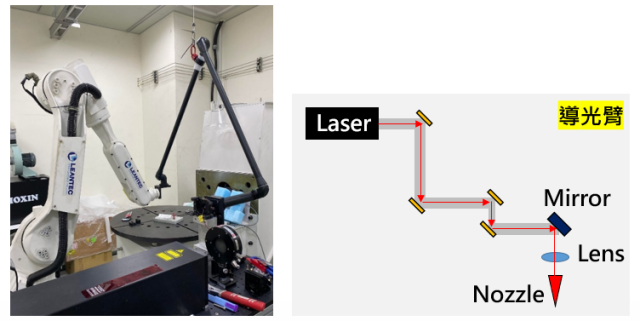
圖 6 機械手臂搭載多關節導光臂(資料來源:阜拓科技,工研院南分院整理)
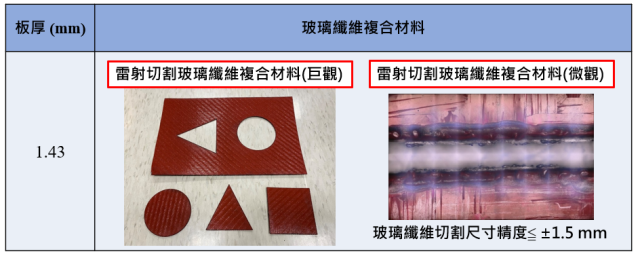
圖 7 導光臂切割玻璃纖維複合材料之巨觀及微觀品質(資料來源:工研院南分院整理)
雷射切割製程能有效取代傳統人工,縮減加工成本及提高切割品質,產業發展趨勢上,為獲取加工品質及設備效益最大化,必需有效結合自動化技術。導光臂切割複合材料自動化系統的加工路徑主要可分為人工教點與CAD/CAM技術,若要實現有效自動化,需由CAD/CAM技術著手,以CAD/CAM軟體轉換輸出數值化路徑,可快速有效率也可避免加工頭與加工物件之間的干涉問題。 雷射具有高加工速度、高效率、低粉塵、無刀具磨耗及沾黏、無纖維拔出等特性,我們所開發的複合材料雷射切割技術,以雷射無磨耗特性高速加工,搭配多關節雷射切割,可以提昇產速且有效降低粉塵,同時使產品纖維毛邊減少。除了以雷射加工改善現有產品切割品質之外,同時可搭配抽氣系統,改善高粉塵之加工環境,共創產值提升及加工環境優化。我們透過雷射光路設計、切割參數資料庫的建立與設備整合,有效建立一套雷射加工系統,使雷射加工複合材料技術得以推廣,擴大產業升級,歡迎有興趣的業界先進與我們聯繫。
參考文獻
- 富士經濟株式會社(2018/02),[Online]. Available: https://motorcars.jp/fuji-economics-cfrp-cfrtp-survey-the-world-market20180216
本文完整版刊載於 : 台灣雷射鈑金-第29期 雜誌
